
শীর্ষ 10 ইনজেকশন ছাঁচনির্মাণ সম্ভাব্য ত্রুটি ও সমাধান
একটি বার্তা রেখে যান
শীর্ষ 10 ইনজেকশন ছাঁচনির্মাণ সম্ভাব্য ত্রুটি ও সমাধান
ইনজেকশন ছাঁচনির্মাণ একটি অতি সাধারণ প্রক্রিয়া যার মাধ্যমে প্লাস্টিকের অংশগুলি তৈরি করা হয় manufact ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াতে বিভিন্ন আকার, আকার এবং জটিলতার বিস্তৃত বিভিন্ন উপাদান তৈরি করা যেতে পারে।
ইনজেকশন ছাঁচনির্মাণ অংশগুলি তৈরি করা একটি শিল্প এবং বিজ্ঞান উভয়ই। উপন্যাসের অংশগুলির ভর-উত্পাদন করার ক্ষেত্রে উচ্চ সংস্থাগুলির প্রযুক্তিগত দক্ষতা এবং মনোযোগের প্রয়োজন মনোযোগী সংস্থাগুলি ব্যয়বহুল সংস্থাগুলি থেকে ছোট ভুলগুলি রোধ করা।
এর মধ্যে কয়েকটি কারণ প্রবাহের হার, চাপ বা প্লাস্টিকের ইনজেকশন ছাঁচনির্মাণের তাপমাত্রা সেটিংস হতে পারে।
আসুন কয়েকটি ত্রুটিগুলি একবার দেখে নেওয়া যাক যা ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াতে ত্রুটিগুলির কারণে খাঁটি কারণ হয়ে থাকে।

প্রবাহ লাইন
বেসিনে চিহ্ন
ভ্যাকুয়াম ভয়েডস
সারফেস বিলোপ
ওয়েল্ড লাইনস
শর্ট শটস
warping
বার্ন মার্কস
jetting
ফ্ল্যাশ
প্রবাহ লাইন
বর্ণনা: ফ্লো লাইনগুলি হ'ল লাইন, নিদর্শন বা লাইন - সাধারণত অফ টোন বর্ণের - এটি ইঞ্জেকশন ছাঁচটি টুলিং গহ্বরে প্রবাহিত হওয়ার সাথে গলিত প্লাস্টিকের শারীরিক পথ এবং কুলিং প্রোফাইলের প্রোটোটাইপ অংশে প্রদর্শিত হয়। ইনজেকশন ছাঁচযুক্ত প্লাস্টিকটি "গেট" নামক একটি এন্ট্রি বিভাগের মাধ্যমে পার্ট টুলিংয়ের মাধ্যমে যাত্রা শুরু করে It এটি তখন সরঞ্জামের গহ্বরের মধ্য দিয়ে প্রবাহিত হয় এবং শীতল হয় (অবশেষে শক্ত হয়ে যায়)।

কারণগুলি: ফ্লো লাইন ত্রুটিগুলি বিচিত্র গতির কারণে ঘটে যা গলিত প্লাস্টিক প্রবাহিত হওয়ার সাথে সাথে এটি ছাঁচের সরঞ্জামের অভ্যন্তরের রূপগুলি এবং বাঁক দিয়ে দিক পরিবর্তন করে। প্লাস্টিকটি বিভিন্ন প্রাচীরের বেধ সহ বিভিন্ন বিভাগের মধ্যে দিয়ে প্রবাহিত হওয়ার সময় ঘটে থাকে বা যখন ইঞ্জেকশনের গতি খুব কম থাকে তখন প্লাস্টিকটি বিভিন্ন গতিতে দৃify় হয়।
মুক্তিযোদ্ধাদের:
ইনজেকশন গতি এবং অনুকূল স্তরের চাপ বাড়ান, যা গহ্বরগুলি যথাযথভাবে ভরাট হবে তা নিশ্চিত করবে (গলিত প্লাস্টিকের সময়টিকে ভুল জায়গায় ঠাণ্ডা শুরু করার অনুমতি দেয় না)। গলিত প্লাস্টিকের তাপমাত্রা বা ছাঁচ নিজেই ত্রুটি তৈরির জন্য প্লাস্টিকের পর্যাপ্ত পরিমাণে শীতল না হয় তা নিশ্চিত করার জন্যও উন্নত করা যেতে পারে।
দিক এবং প্রবাহের হারে হঠাৎ পরিবর্তন এড়াতে গোলাকার কোণ এবং অবস্থানগুলি যেখানে প্রাচীরের বেধ পরিবর্তন হয়।
পাতলা দেয়াল দিয়ে সরঞ্জাম গহ্বরের একটি স্থানে গেটটি সন্ধান করুন।
বেসিনে চিহ্ন
বিবরণ: সিঙ্ক চিহ্নগুলি ছোট ক্রেটার বা হতাশাগুলি যা ইনজেকশন ছাঁচযুক্ত প্রোটোটাইপের ঘন অঞ্চলে বিকশিত হয় যখন সমাপ্ত পণ্যের অভ্যন্তরীণ অংশে সংকোচন ঘটে। প্রভাব টোগোগ্রাফির সিনকহোলগুলির সাথে কিছুটা মিল, তবে ক্ষয়ের চেয়ে সঙ্কুচিত হওয়ার কারণে ঘটে।

কারণ: শীতল হওয়ার সময় বা শীতলকরণের ব্যবস্থাটি যখন ছাঁচে থাকাকালীন পুরোপুরি শীতল এবং নিরাময়ের জন্য প্লাস্টিকের অপর্যাপ্ত থাকে তখন ডুবে যাওয়া চিহ্নগুলি ঘটে। এগুলি গহ্বরের অপর্যাপ্ত চাপের কারণে বা গেটে অতিরিক্ত তাপমাত্রার কারণেও হতে পারে। অন্য সবগুলি সমান হওয়ায়, ইনজেকশন ছাঁচযুক্ত অংশের ঘন অংশগুলি পাতলা অংশের চেয়ে শীতল হতে বেশি সময় নেয় এবং তাই ডুবে যাওয়ার চিহ্নগুলি অবস্থিত হওয়ার সম্ভাবনা বেশি।
মুক্তিযোদ্ধাদের:
ছাঁচের তাপমাত্রা হ্রাস করা উচিত, চাপ ধরে রেখে চাপ বাড়ানো উচিত, এবং পর্যাপ্ত পরিমাণে শীতল হওয়া এবং নিরাময়ের জন্য দীর্ঘ সময় ধরে রাখা উচিত।
ঘন প্রাচীর বিভাগগুলির পুরুত্ব হ্রাস করাও দ্রুত শীতল হওয়া নিশ্চিত করবে এবং ডুবির চিহ্নের সম্ভাবনা হ্রাস করতে সহায়তা করবে।
ভ্যাকুয়াম ভয়েডস
বর্ণনা: ভ্যাকুয়াম ভয়েডগুলি হ'ল বাতাসের পকেটগুলি যা কোনও ইনজেকশন ছাঁচানো প্রোটোটাইপের পৃষ্ঠের ভিতরে বা তার কাছাকাছি অবস্থিত।
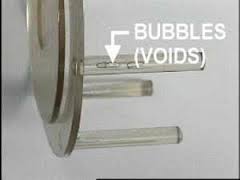
কারণগুলি: ভ্যাকুয়াম ভয়েডগুলি প্রায়শই পৃষ্ঠ এবং প্রোটোটাইপের অভ্যন্তরীণ বিভাগগুলির মধ্যে অসম দৃ solid়তার কারণে ঘটে। যখন ছাঁচে গলিত প্লাস্টিক ঘনীভূত করার জন্য চাপটি অপর্যাপ্ত থাকে তখন এটিকে বাড়িয়ে তোলা যেতে পারে (এবং এর ফলে বাতাসটি চাপিয়ে দেওয়া হয় যা অন্যথায় আটকা পড়বে)। ভয়েডগুলি এমন একটি অংশ থেকেও বিকাশ লাভ করতে পারে যা ছাঁচ থেকে দুটি অংশ দিয়ে ফেলে দেওয়া হয় যা সঠিকভাবে প্রান্তিক না হয়।
মুক্তিযোদ্ধাদের:
Ingালাইয়ের ঘন অংশে গেটটি সন্ধান করুন।
কম সান্দ্র প্লাস্টিকের দিকে স্যুইচ করুন। এটি নিশ্চিত করবে যে বায়ু আরও দ্রুত পালাতে সক্ষম হওয়ায় কম গ্যাস আটকা পড়েছে।
ধরে রাখার পাশাপাশি হোল্ডিং প্রেশার বাড়ান।
নিশ্চিত করুন যে ছাঁচের অংশগুলি পুরোপুরি একত্রিত হয়েছে al
সারফেস বিলোপ
বর্ণনা: সারফেস বিলোপ হ'ল এমন একটি অবস্থা যেখানে পাতলা পৃষ্ঠ স্তরগুলি দূষিত পদার্থের কারণে অংশে উপস্থিত হয়। এই স্তরগুলি লেপগুলির মতো প্রদর্শিত হয় এবং সাধারণত খোসা ছাড়ানো যায় (অর্থাত্ "বিস্মৃত")।
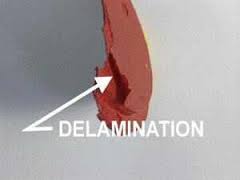
কারণগুলি: বৈদেশিক উপকরণগুলি যেগুলি গলিত প্লাস্টিকের তৈরি পণ্যগুলি সমাপ্ত পণ্য থেকে পৃথক করে কারণ তারা দূষক এবং প্লাস্টিকের বন্ধন করতে পারে না find এগুলি যে বন্ধন করতে পারে না তা কেবল প্রোটোটাইপের উপস্থিতিতেই প্রভাব ফেলে না, তবে এর শক্তিতেও। দূষকটি প্লাস্টিকের মধ্যে আটকা স্থানীয় ত্রুটি হিসাবে কাজ করে। ছাঁচ রিলিজ এজেন্টগুলির উপর একটি অতিরিক্ত নির্ভরতা বিলম্বের কারণও হতে পারে।
মুক্তিযোদ্ধাদের:
ছাঁচ দেওয়ার আগে প্লাস্টিকটি ভালভাবে শুকিয়ে নিন।
ছাঁচ তাপমাত্রা বৃদ্ধি।
গলিত প্রবাহে আকস্মিক পরিবর্তন এড়াতে ছাঁচ ডিজাইনে কোণ এবং তীক্ষ্ণ বাঁকগুলি মসৃণ করুন।
ছাঁচ রিলিজ এজেন্টগুলির উপর নির্ভরতা হ্রাস বা নির্মূল করতে ছাঁচ ডিজাইনে ইজেকশন প্রক্রিয়ার উপর আরও ফোকাস করুন।
ওয়েল্ড লাইনস
বর্ণনা: ওয়েল্ড লাইনগুলি এমন একটি লাইনের চেয়ে প্লেনের মতো বেশি যা গলিত প্লাস্টিকগুলি ছাঁচের দুটি পৃথক অংশ থেকে প্রবাহিত হওয়ার সাথে একে অপরের সাথে দেখা করে।
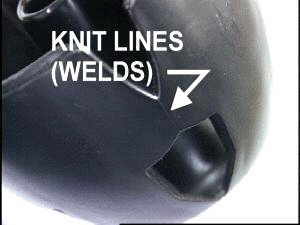
কারণগুলি: গলিত প্লাস্টিকের আংশিক দৃ solid়ীকরণের সময় দুটি বা ততোধিক প্রবাহের ফ্রন্টের অপর্যাপ্ত বন্ধনের কারণে ওয়েল্ড লাইনগুলি ঘটে।
মুক্তিযোদ্ধাদের:
ছাঁচ বা গলিত প্লাস্টিকের তাপমাত্রা বাড়ান।
ইঞ্জেকশনের গতি বাড়ান।
একক উত্স প্রবাহ হতে প্রবাহের প্যাটার্নের জন্য নকশাটি সামঞ্জস্য করুন।
কম গ্লাসযুক্ত প্লাস্টিকের বা কম গলানোর তাপমাত্রার সাথে স্যুইচ করুন
শর্ট শট
বর্ণনা: শব্দটি দ্বারা বোঝা যায়, শর্ট শটগুলি এমন একটি পরিস্থিতি হিসাবে বর্ণনা করা যেতে পারে যেখানে কোনও ছাঁচনির্মাণ শট ছোট হয়। এর অর্থ হ'ল কোনও কারণে গলিত প্লাস্টিকটি ছাঁচ গহ্বর বা গহ্বরগুলি পুরোপুরি দখল করে না, ফলস্বরূপ এমন কোনও অংশে যেখানে প্লাস্টিক নেই। সমাপ্ত পণ্যটি ঘাটতি হয়ে যায় কারণ এটি অসম্পূর্ণ।


কারণগুলি: শর্ট শটগুলি বিভিন্ন কারণে ঘটতে পারে। শটের ভুল ক্রমাঙ্কন বা প্লাস্টিকাইজিং সক্ষমতাগুলির ফলস্বরূপ প্লাস্টিকের উপাদান গহ্বরগুলি পূরণে অপর্যাপ্ত হতে পারে। যদি প্লাস্টিকটি খুব সান্দ্র থাকে তবে সমস্ত গহ্বর পুরোপুরি দখল করার আগে এটি শক্ত হয়ে যেতে পারে এবং এর ফলে একটি সংক্ষিপ্ত শট তৈরি হতে পারে। অপর্যাপ্ত ডিগাসেসিং বা গ্যাস নির্গমন কৌশলগুলিও শর্ট শটগুলির কারণ হতে পারে কারণ বায়ু আটকা পড়েছে এবং তার পালানোর কোনও উপায় নেই; ইতিমধ্যে বায়ু বা গ্যাস যে স্থান দখল করে আছে তা প্লাস্টিকের উপাদান দখল করতে পারে না।
মুক্তিযোদ্ধাদের:
উচ্চতর প্রবাহের সাথে কম স্নিগ্ধ প্লাস্টিক নির্বাচন করুন। এই প্লাস্টিকটি পৌঁছনোর সবচেয়ে শক্ত গহ্বরগুলি পূরণ করবে।
ছাঁচ বা গলে তাপমাত্রা বৃদ্ধি করুন যাতে প্রবাহের পরিমাণ বাড়ে।
ছাঁচটি ডিজাইনের মাধ্যমে গ্যাস উত্পাদনের জন্য অ্যাকাউন্ট করুন যাতে ছাঁচের মধ্যে গ্যাস আটকে না যায় এবং সঠিকভাবে বায়ু হয়।
ছাঁচনির্মাণ মেশিনে উপাদান ফিড বৃদ্ধি করুন বা সর্বাধিক ম্যাটেরিয়াল ফিড পৌঁছেছে এমন ইভেন্টে উচ্চতর উপাদান ফিডযুক্ত এমন কোনও মেশিনে স্যুইচ করুন।
warping
বর্ণনা: মোড়ক উপাদানটির বিভিন্ন অংশে অসম সংকোচনের ঘটনা ঘটে তখন ওয়ার্পিং (বা ওয়ারপেজ) হয় de ফলাফলটি একটি বাঁকানো, অসম বা বাঁকানো আকৃতির যেখানে কোনওটির উদ্দেশ্য ছিল না।
")
কারণ: মোড়ের উপাদানগুলি অ-ইউনিফর্ম শীতল হওয়ার কারণে সাধারণত ওয়ার্পিং হয়। ছাঁচের বিভিন্ন অংশে বিভিন্ন শীতল হারের কারণে প্লাস্টিকটি আলাদাভাবে শীতল হয় এবং এইভাবে অভ্যন্তরীণ চাপ তৈরি হয়। এই স্ট্রেসগুলি যখন প্রকাশিত হয় তখন রেপিংয়ের দিকে পরিচালিত করে।
মুক্তিযোদ্ধাদের:
নিশ্চিত করুন যে শীতল করার সময়টি যথেষ্ট পরিমাণে দীর্ঘ এবং অবশিষ্ট অংশের অংশে লক হয়ে যাওয়ার বিকাশ এড়াতে এটি যথেষ্ট ধীর।
অভিন্ন প্রাচীরের বেধের সাথে ছাঁচটি ডিজাইন করুন এবং যাতে প্লাস্টিকটি একক দিকে প্রবাহিত হয়।
প্লাস্টিকের সামগ্রীগুলি সঙ্কুচিত এবং বিকৃত হওয়ার সম্ভাবনা কম বলে নির্বাচন করুন। আধা-স্ফটিকের উপকরণগুলি সাধারণত ওয়ারপিংয়ের ঝুঁকিতে বেশি।
বার্ন মার্কস
বর্ণনা: বার্ন চিহ্নগুলি হ'ল বর্ণহীনতা, সাধারণত মরিচা রঙিন, যা ইনজেকশন ছাঁচানো প্রোটোটাইপগুলির পৃষ্ঠের উপরে প্রদর্শিত হয়।
")
কারণগুলি: অতিরিক্ত উত্তাপের কারণে বা খুব দ্রুত ইনজেকশনের গতির কারণে প্লাস্টিকের উপাদানের অবক্ষয়জনিত কারণে বার্ন চিহ্নগুলি হয়। আটকা পড়া বাতাসের অত্যধিক উত্তাপের কারণে বার্ন চিহ্নগুলিও দেখা দিতে পারে যা ছাঁচনির্মাণ অংশের পৃষ্ঠকে সংযুক্ত করে।
মুক্তিযোদ্ধাদের:
ইনজেকশন গতি হ্রাস করুন।
গ্যাস উত্তোলন এবং হ্রাসকারী অনুকূলকরণ করুন tim
ছাঁচ এবং গলে তাপমাত্রা হ্রাস করুন।
jetting
বিবরণ: জেটিং এমন একটি পরিস্থিতিতে উল্লেখ করে যেখানে ইনজেকশনের গতির কারণে গলিত প্লাস্টিক ছাঁচের পৃষ্ঠের সাথে আটকে থাকতে ব্যর্থ হয়। তরল হওয়ার কারণে, গলিত প্লাস্টিক এমন অবস্থায় দৃ solid় হয় যা ইনজেকশন ছাঁচানো অংশের পৃষ্ঠের জেট স্ট্রিমের avyেউয়ের ভাঁজগুলি দেখায়।

কারণগুলি: জেটিংটি বেশিরভাগ ক্ষেত্রে ঘটে যখন গলে তাপমাত্রা খুব কম থাকে এবং গলিত প্লাস্টিকের সান্দ্রতা খুব বেশি হয়ে যায়, যার ফলে ছাঁচটির মাধ্যমে এর প্রবাহের প্রতিরোধ ক্ষমতা বৃদ্ধি পায়। প্লাস্টিকটি ছাঁচের দেয়ালগুলির সংস্পর্শে এলে এটি দ্রুত ঠান্ডা হয়ে যায় এবং সান্দ্রতা বৃদ্ধি পায়। যে স্নিগ্ধ প্লাস্টিকের পিছনে যে প্রবাহগুলি প্রবাহিত হয় সেগুলি সান্দ্র প্লাস্টিকটিকে আরও ধাক্কা দেয়, সমাপ্ত পণ্যটির পৃষ্ঠের উপর স্ক্র্যাপ চিহ্ন ফেলে।
মুক্তিযোদ্ধাদের:
ছাঁচ এবং গলে তাপমাত্রা বৃদ্ধি করুন।
গেটের আকারটি বাড়ান যাতে ইঞ্জেকশনের গতি ধীর হয়।
গলিত প্লাস্টিক এবং ছাঁচের মধ্যে পর্যাপ্ত যোগাযোগ নিশ্চিত করতে গেটের নকশাটি অনুকূল করুন।
ফ্ল্যাশ
বর্ণনা: ফ্ল্যাশটি একটি ছাঁচনির্মাণ ত্রুটি হয় যখন কিছু গলিত প্লাস্টিক ছাঁচ গহ্বর থেকে পালিয়ে যায়। পালানোর জন্য সাধারণ রুটগুলি বিভাজন লাইন বা ইজেক্টর পিনের অবস্থানগুলির মধ্য দিয়ে। এই এক্সট্রুশনটি শীতল হয় এবং সমাপ্ত পণ্যটির সাথে সংযুক্ত থাকে।

কারণগুলি: ফ্ল্যাশটি ঘটতে পারে যখন ছাঁচটি পর্যাপ্ত শক্তির সাথে একসাথে আটকে না যায় (ছাঁচের মধ্য দিয়ে প্রবাহিত গলিত প্লাস্টিকের দ্বারা উত্পাদিত বিরোধী বাহিনীকে প্রতিরোধ করার পক্ষে যথেষ্ট শক্তিশালী), যা প্লাস্টিকটি throughুকে যেতে দেয়। যে ছাঁচগুলি তাদের জীবনকালকে অতিক্রম করেছে তাদের ব্যবহার জীর্ণ হবে এবং ফ্ল্যাশ হওয়ার সম্ভাবনায় অবদান রাখবে। অতিরিক্তভাবে, অতিরিক্ত ইনজেকশন চাপ ন্যূনতম প্রতিরোধের রুট দিয়ে প্লাস্টিকটিকে বের করে দিতে বাধ্য করে।
মুক্তিযোদ্ধাদের:
শট চলাকালীন ছাঁচের অংশগুলি বন্ধ থাকে তা নিশ্চিত করার জন্য বাতা চাপ বাড়ান।
নিশ্চিত করুন যে ছাঁচটি যথাযথভাবে রক্ষণাবেক্ষণ এবং পরিষ্কার করা হয়েছে (বা এটি তার কার্যকর আজীবনের শেষে পৌঁছেছে তখন প্রতিস্থাপন করা হয়েছে)।
ইনজেকশন গতি, ইনজেকশন চাপ, ছাঁচ তাপমাত্রা, এবং সঠিক গ্যাস ভেন্টিংয়ের মতো অনুকূল ছাঁচনির্মাণ শর্তগুলি অবলম্বন করুন।
উপরে উল্লিখিত বিপুল সংখ্যক ত্রুটিগুলি পুনরুক্তি প্রক্রিয়ায় যথাযথ টুলিং নকশাকে অন্তর্ভুক্ত করে ডিজাইন প্রক্রিয়াতে প্রতিরোধ করা যেতে পারে। সলডওয়ার্কস প্লাস্টিকের মতো ছাঁচনির্মাণ সফ্টওয়্যার ব্যবহার আপনাকে আদর্শ গেটের অবস্থানগুলি সনাক্ত করতে, এয়ার পকেটগুলি, প্রবাহ বা ওয়েল্ড লাইনগুলি এবং ভ্যাকুয়াম ভয়েডগুলির প্রত্যাশা করতে সহায়তা করবে। সর্বাধিক গুরুত্বপূর্ণ, এটি আপনাকে সময়ের আগে এই সমস্যাগুলির সমাধান ডিজাইন করতে সহায়তা করবে, যাতে এটি উত্পাদন করার সময় আপনার অর্থ ব্যয়ের ত্রুটিগুলি নিয়ে চিন্তা করতে হবে না।
যোগাযোগ করুন

বি ব্লক, 21 নং, নান জিং থ্রি স্ট্রিট, নান ফ্যাং ইন্ডাস্ট্রিয়াল পার্ক,
বে সি, হুমেন, দং গুয়ান, গুয়াং দং, চীন।
স্কাইপ: ডিপমোল্ড
টেলি: 86-15024107707
ট্যাগ্স: প্লাস্টিকস, কাস্টম 2 কে ইনজেকশন ছাঁচনির্মাণ, দ্বি-ইনজেকশন ছাঁচনির্মাণ, কাস্টম প্লাস্টিকস, প্লাস্টিকের বাক্সগুলি উত্পাদন, প্লাস্টিকের ছাঁচনির্মাণ, কাস্টম ইনজেকশন ছাঁচনির্মাণ





